Choosing the correct powder mixing machines is a very complex optimization problem that involves many variables, and hence, a structured and data-driven approach is required. Following this decision framework, various factors or parameters such as bulk density, particle size distribution, moisture sensitivity, required blend uniformity (RSD%), batch volume, and regulatory validation requirements are considered critical input parameters. For equipment selection to be finalized, these inputs need to be not only measured accurately but also evaluated correctly.
If they are not available, the risk of picking the wrong machine becomes quite significant. Consequences of such a choice may include increased rework, issues with cleaning validation, and inefficiency of scale-up operations. This system uses a logical decision-making process to simplify machine selection and to make sure that the choice is technically sound, operationally feasible, and fully traceable. The result is a strong, scalable solution for manufacturing food and nutraceuticals, based on clearly defined, measurable machine-selection criteria.
Industrial Powder Mixer Machine Comparison Matrix (Procurement Guide)
Comparison Matrix (Scroll to View)
| Machine Type | Mixing Mechanism | Ideal Material Type | Shear Impact | Batch Range | Cleaning & Compliance | Typical ROI |
|---|---|---|---|---|---|---|
| Ribbon Blender | Convective (counter-flow ribbons) | Free-flowing powders | Medium | 100–10,000 L | Moderate | 8–15 months |
| Paddle Mixer | Fluidized mixing zone | Dense / moist powders | Low–Medium | 200–5,000 L | High | 10–14 months |
| V-Blender | Tumbling (gravity-driven) | Fragile nutraceuticals | Very Low | 50–2,000 L | Excellent | 12–18 months |
| Double Cone Blender | Diffusive tumbling | Trace actives / pharma blends | Very Low | 50–1,500 L | Excellent | 14–18 months |
| High-Shear Mixer | Impact + shear + granulation | Wet / compressible blends | Very High | 10–600 L | Moderate (CIP required) | 18–24+ months |
Key Insights
Material Flowability & Shear Sensitivity:
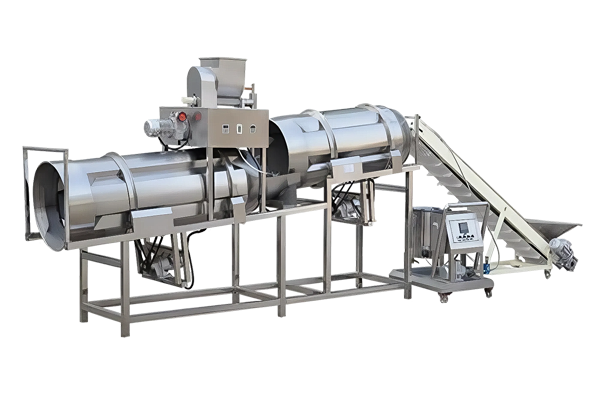
- High-Flow Powders: The protein powder blender machine is designed for the rapid mixing of spices and standard protein blends via convective mixing.
- Fragile Actives: The V-Blender is the best option due to its tumbling action, which will help to protect the fragile nature of micro-encapsulated vitamins and fragile nutraceutical crystals.
Hygiene and Cross-Contamination Control:
- To fulfill the requirements, SS316L stainless steel is specified with a polished finished surface so that it’s easy to achieve Ra values of lower than 0.4 µM.
- The design will include the use of either seal-less or air-purged sealing technology, as these are one of the main reasons for bearing failure during audits by both FSSAI and ISO 22000.
Batch Uniformity & Homogeneity:
- The mixer must operate at a High Coefficient of Variation (CV) for recipes that contain trace ingredients, which make up less than 1% of the total mix.
- The Double Cone Blenders enable diffusive mixing because they deliver equal distribution of active ingredients throughout the entire batch.
Operational Efficiency (Cycle Times):
- The system requires a Variable Frequency Drive (VFD), which enables RPM control through material density measurement.
- The pneumatic bomb-bay discharge doors enable discharge operations to complete within seconds, which increases batch processing capacity and delivers quicker return on investment between 8-15 months.
Advanced Formulation Handling:
The Paddle Mixer with high-speed choppers becomes essential for powder mixing when energy bar base formulations require the addition of oils or fats or liquids, because it breaks down lumps while producing the desired crunchy-crispy texture.
Real Factory Challenges and the Right Powder Mixing Machine Solutions

Problem 1: Inconsistent Blend Uniformity in Protein / Spice Powders
Root Cause: Bulk density variation + poor material circulation. The combination of high-density minerals with low-density protein powders leads to gravity-induced layering or segregation when mechanical forces fail to maintain particle suspension.
Best Machine: Industrial Ribbon Blender
- Mechanical Solution: The system operates through a double-helical agitator system. The outer ribbon moves material toward the center, while the inner ribbon moves it toward the ends, creating a high-velocity, counter-current flow that forces even disparate densities into a uniform blend.
- Key Efficiency: The system achieves over 99% homogeneity within 10-15 mins while processing trace ingredients.
- Scalability: The system can process large quantities, which range from 50kg to more than 500 kg, without experiencing material segregation problems.
Impact:
- Lower Batch Rejection: The process removes pockets of unmixed spice or protein, which cause quality failures during FSSAI or ISO 22000 audits.
- Faster Cycle Times: The system increases throughput capacity, which enables additional batches to be processed during each shift. This leads to greater plant usage and results in a faster return on investment, which typically occurs within 8 to 12 months for high-volume units.
Problem 2: Ingredient Degradation (Vitamins, Probiotics, Enzymes)
The combination of heat with mechanical shear creates the main problem. High-speed agitators create friction, which causes sensitive proteins to denature and micro-encapsulated nutrients to sustain damage through bruising.
Best Machine: V-Blender / Double Cone Blender
- Mechanical Solution: Employs gravity-driven tumbling. The vessel rotates to enable material separation, which occurs without internal agitator stress.
- Key Efficiency: The system maintains a temperature increase below 3°C throughout all operational processes.
Impact:
- Preserves Potency: The preservation of potency remains essential for global health regulators who require label claim accuracy.
- Regulatory Compliance: The final product meets 2026 potency standards, which apply to high-value nutraceuticals.
Problem 3: Clumping in Hygroscopic Powders (Soya, Maltodextrin, Whey)
The combination of moisture and fat creates a fundamental cause which results in the powders creating bridging and fish-eye effects when fats or ambient moisture they contain are added to them.
Best Machine: Paddle Mixer
Mechanical Solution: This system generates an air-based mixing environment, which enables paddles to elevate materials into the atmosphere while they use their fast-moving motion to destroy material clusters.
Impact:
- Uniform Texture: The process produces a consistent texture, which results in the final product having a crunchy-crispy texture pattern.
- Efficiency: The system maintains complete material distribution, which removes all downstream sieving losses.
Problem 4: Tablet Manufacturing Requires Granulation
Root Cause: The powder flow characteristics and compressibility of the material are inadequate. The raw powders do not possess sufficient density to form stable compressed tablets.
Best Machine: High-Shear Mixer / Granulator
Mechanical Solution: The system employs a high-speed impeller together with a side-mounted chopper, which transforms fine powder into dense flowable granules.
Impact:
- Consistent Tablet Weight: The system maintains constant tablet weight through its improved flow performance at high-speed compression processes.
- Reduced Rejection: The system reduces capping and lamination problems that occur during the final production stage.
Problem 5: Cross-Contamination in Multi-SKU Plants
Root Cause: Residual powder in dead zones. Fixed-shaft mixers retain materials inside their seals and corners, which results in allergen contamination.
Best Machine: Double Cone / IBC Blender
Mechanical Solution: The system operates without an internal shaft and uses a full discharge system that includes a mirror-finish (SS316L) interior.
Impact:
- Faster Cleaning Validation: The system enables quicker product changes because it reduces the downtime required for different products (e.g., switching from Soya to Whey).
- Export Readiness: The process serves as a fundamental requirement for successful FSSAI, GMP, and international ethical audits.
How Powder Characteristics Define the Right Powder Mixing Machine
The process of selecting a dry powder mixing machine requires you to first identify your material type.
A. Free-Flowing Powders (Low Cohesive Forces)
Examples: Granulated sugar, salt, dry spice premixes.
Best Fit: Ribbon Blender
- Logic: The materials used in this process move freely through the system under convective shear forces. The double-helical ribbon achieves 99.5% Homogeneity Index results through its basic gravity and mechanical push systems, which eliminate the need for special force requirements.
B. Cohesive / Sticky Powders
Example: Whey protein isolate, soy flour, cocoa powder, maltodextrin.
Best Fit: Paddle Mixer
- Logic: Sticky powders tend to bridge or clump. The paddles create a fluidized zone, which helps lift heavy materials while eliminating dead spots that typically exist in standard blenders to produce a smooth texture without lumps.
C. Fragile / Heat-Sensitive Actives
Example: Micro-encapsulated vitamins, probiotics, and herbal extracts.
Best Fit: V-Blender / Double Cone
- Logic: The actives break down through friction contact. The machines utilize a diffusive tumbling system which operates through gravity to maintain temperature levels at near zero while safeguarding the molecular structure of the material.
D. Wet or Granulation-Required Formulations
Example: Tablet blends, fortified nutritional powders with added fats.
Best Fit: High-Shear Mixer
- Logic: The high-speed impeller uses its power to densify the material while distributing liquid content when your operation needs to transform the powder into granules.
Critical Parameters to Check:
- Hausner Ratio: When the ratio exceeds 1.25, your powder exhibits flow deficiencies. The 2026 system requires a paddle mixer or vibration-assisted discharge because ribbon-only operation creates motor problems and causes poor mixing results.
- Particle Size Distribution (PSD): The distribution shows that smaller particles will settle down because of their lower weight. The solution requires a tumbling mixer (V-Blender) because it achieves stochastic homogeneity by preventing batch segregation based on size differences.
Powder Mixing Machine Capacity vs Throughput Strategy (Avoid CAPEX Mistakes)

To achieve production goals for 2026, organizations need to change their focus from Static Volume to Dynamic Throughput. The company needs to use cycle frequency as its main metric because drum oversizing creates excessive cleaning time and energy costs.
| Scale | Targeted Output (kg/hr) | Cycle Time (min) | Batches/Shift (8h) | Recommended Machine |
|---|---|---|---|---|
| R&D / Premium | 10–50 | 15–20 | 18–22 | V-Blender |
| Mid-Scale | 50–200 | 10–15 | 25–30 | Ribbon / Paddle |
| Industrial | 500–2,000 | 8–12 | 35–40 | PLC-Ribbon |
| Specialized | 100–300 | 5–8 | 45+ | High-Shear |
Key Strategic Insight:
When you reduce your cycle time from 25-10 minus with the use of high-speed ribbons and/or pneumatic discharge systems, you will see a 3-fold increase in the capacity of your plant. This change will increase the production capacity of your plant while simultaneously reducing the amount of capital required to set up your plant and thus reducing your cost per kilogram of finished product.
Powder Mixing Machine Compliance Checklist for 2026 Food Factories
The process of selecting machines has become essential to understand because it serves as the main element that determines your Audit Readiness. The global supply chains now require all export-focused food and nutraceutical contracts to meet the “Hygienic Design” standard.
Mandatory Requirements:
- SS316L Contact Parts: Essential for nutraceuticals to resist corrosion from acidic ingredients or high-salinity premixes.
- CIP (Clean-In-Place) Design: High-efficiency spray balls must reach every internal surface to eliminate microbial growth.
- Zero Dead-Zone Geometry: Internal corners must be radiused (curved) to ensure <5% residual risk after discharge.
- Dust-Free / ATEX-Ready: Advanced sealing prevents fine powder (like maltodextrin) from creating explosive atmospheres or cross-contaminating the factory air.
Regulatory Alignment:
- FSSAI / ISO 22000: Focuses on process contamination prevention.
- US FDA 21 CFR Part 111: Strict rules for dietary supplement manufacturing.
- BRCGS / SEDEX: Auditors now inspect Seal Integrity to ensure no lubricants leak into the food zone.
High-Risk Mistake:
The use of standard mechanical seals with improper sealing and gland packing in high-hygiene environments causes powder to enter the bearings. This leads to Metal-on-Metal friction, which results in bearing failure and, most importantly, results in Audit rejection because of physical contaminant risks.
Conclusion
In today’s world of food and nutraceutical manufacturing, using the appropriate powder mixing machine goes beyond simply creating a well-blended product, a correctly designed powder mixing machine will also provide assurance and traceable records, as well as ensure the integrity of the product being manufactured because it has met an evolving level of food safety regulations (FSSAI, GMP, and Global Export).
Foodsure Machines designs bulk powders and provides mixing machines for food production that eliminate the potential for dead spots, increase ease of cleaning, and ensure consistency in each batch of product. Our combined efforts to integrate engineering accuracy with regulatory compliance will help you avoid costly product validation failures. With our powder mixing machines, you can confidently expand your production capabilities while maintaining a consistent level of quality, making them essential to your operations and overall compliance success.
Not Sure Which Powder Mixing Machine Is Right for You?
Get expert advice on ribbon blender, V-blender, and other mixing machines based on your product type, batch size, and industry requirements.
✅ Food & Nutraceutical Grade Machines
✅ Batch Size & Capacity Planning
✅ Hygienic & GMP-Compliant Design
FAQ
What is the best powder mixing machine for food industry applications?
Among food processing companies, a ribbon mixer or a V-blender will be the best options for blending food products based on the respective application (due to product sensitivity) and production size (batch size versus continuous production).
Which industrial powder mixer is suitable for large-scale production?
A ribbon blender is the most dominant industrial mixing machine used to create high volumes of produced products, as well as continuously decoupled production arrangements.
What is the difference between a dry powder mixing machine and a powder blender machine?
Powder mixing equipment is classified as either dry or liquid; however, a bulk powder mixer sometimes has two or more options where mixing of powders is done.
Which powder mixer is best for nutraceutical plants?
For blending nutraceutical products, the common type of mixer is a V-blender, allowing for high-quality and compliance with Good Manufacturing Practices.
How do I choose the right powder blender machine for my application?
To select the bulk powder mixer, the user will determine the flow characteristics of the powder being mixed as it relates to the batch size and the expected consistency of the finished product (as a % relative standard deviation (RSD)).